|
||||
|
5. Эволюция конструкции планера Совершенно очевидно, что каждый новый самолет должен в целом превосходить своих предшественников, т.е. должен отвечать более высоким требованиям. Опыт показывает, что одним из способов удовлетворения все возрастающих требований, предъявляемых к вновь проектируемым самолетам, является снижение массы планера. Это выполняется на основании таких конструктивных и силовых схем, которые обеспечивают требуемую прочность и жесткость при минимальной собственной массе с использованием более легких и прочных материалов (в обоснованных случаях-жаропрочных), а также посредством улучшения технологии самолетостроения. Анализ характеристик самолета показывает, что улучшения некоторых из них можно достичь лишь ценой ухудшения других. В конкретных случаях отдают приоритет характеристикам, более важным для данного типа самолета, что позволяет согласовать противоречивые требования. Однако при проектировании любого самолета нельзя избежать противоречия, вытекающего из необходимости обеспечить, с одной стороны, как можно меньшие аэродинамическое сопротивление и массу конструкции, а с другой-требуемые прочность и жесткость. Увеличение прочности и жесткости, например, путем увеличения габаритов приводит к возрастанию сопротивления, а путем усиления конструкции-к возрастанию массы. Уменьшение сопротивления, достигнутое благодаря уменьшению толщины крыла либо увеличению его стреловидности, приводит к росту механических нагрузок, а значит, требует увеличения массы конструкции и т.д. В процессе разработки и изготовления планера всегда в первую очередь выполняются требования аэродинамики, а затем требования прочности, технологичности конструкции, удобства обслуживания и т. п. В этих условиях оптимальное определение размеров конструкции заключается в компромиссном согласовании возможностей уменьшения массы конструкции (благодаря применению лучших технических решений и материалов) и необходимости увеличения массы (для выполнения тех или иных повышенных требований). Планер, как и любые другие конструкции, может выполнять свою роль, если он обладает наряду с прочим соответствующей прочностью и жесткостью. Это означает, что отдельные элементы и узлы планера должны выдерживать нагрузки, возникающие при эксплуатации (критерий прочности), а их деформации (изгибы, углы скручивания, коробление обшивки) не должны превышать допустимых значений (критерий жесткости). Под воздействием эксплуатационных нагрузок не должны появляться остаточные деформации, увеличивающиеся с течением времени (ползучесть), поскольку это может вызвать изменение формы самолета, исключающее возможность его дальнейшей эксплуатации. Требования к прочности планера зависят от нагрузок, действующих на самолет и его отдельные узлы во всем периоде эксплуатации. Одну и ту же прочность какого-либо узла планера, например крыла, можно обеспечить, используя различные конструктивные решения, материалы, технологии производства. От этих факторов зависит масса планера и, следовательно, всего самолета. Известно, что конструкции требуемой прочности и одинакового назначения могут существенно различаться между собой по массе. Масса же их зависит от оптимальности принятой конструктивно-прочностной схемы, от соответствующего выбора материала и форм поперечного сечения отдельных элементов, а также их взаимного положения, от используемых соединений, технологии исполнения, числа необходимых вырезов и множества других конструктивно-технологических факторов. Прогресс в области материаловедения привел к созданию и применению новых материалов, а также новой технологии изготовления и соединения частей планера, что позволило не только существенно уменьшить собственную массу самолета, но и увеличить ресурс работы планера. Новые требования к планеру возникли при достижении и превышении самолетом скорости звука (они связаны с аэродинамическими и тепловыми нагрузками, сопутствующими сверхзвуковым скоростям); эти требования привели к разработке многослойных и моноблочных конструкций и технологическому освоению таких новых конструкционных материалов, как сплавы титана и бериллия, а также так называемые композиционные материалы (композиты). Авиационные конструкции-это тонкостенные (оболочечные) конструкции, обшивки которых относительно тонки, в связи с чем требуется увеличение их жесткости при помощи дополнительных продольных и поперечных элементов. Классическую конструкцию, повсеместно используемую в дозвуковой авиации, характеризует огромное количество (исчисляемое тысячами) деталей различных габаритов и форм, соединяемых с помощью винтов, болтов и заклепок (которых насчитываются сотни тысяч или миллионы). Изготовление такой конструкции требует больших затрат труда и времени и одновременно связано со снижением прочности из-за большого количества соединений и отверстий. Применение клееных конструкций лишь частично разрешило проблему соединений, поскольку по мере развития сверхзвуковой авиации требования выросли настолько, что многослойные конструкции стали вытесняться моноблочными. Первые опыты использования клея как материала, соединяющего металлические части авиационных конструкций, были проведены еще перед второй мировой войной. Однако только военные и особенно послевоенные годы стали периодом быстрого прогресса и важных достижений в этой области. Одним из факторов, побуждавших к развитию этих работ, были недостатки казеиновых клеев, широко использовавшихся в деревянных конструкциях. Чувствительность авиационных конструкций на этих клеях к атмосферным воздействиям особенно дала о себе знать во время суровой зимы 1939/40 г. Это дало толчок работам над синтетическими клеями, что привело к разработке новых составов с высокими адгезионными свойствами. Интенсивное развитие исследований синтетических клеев для деревянных конструкций сопровождалось попытками использования их для соединения металлических деталей. В послевоенный период (особенно в 50-е годы) потребности авиации в области разнородных конструкционных материалов высокого качества и их соединения возросли. Это привело к постепенному отказу от старых способов соединения при помощи заклепок и винтов и к промышленному освоению склеивания высокона- груженных элементов конструкции планера самолета. Соединения металлических деталей авиационных конструкций с помощью винтов или заклепок оказываются ослабленными из-за большого количества отверстий, а непрерывность нагружения при этом нарушается. Клепаным соединениям сопутствуют деформации поверхности обшивки вблизи головок заклепок, а также волнистость как следствие принципа точечного соединения. На краях отверстий при этом возникает существенная концентрация напряжений. В результате теплового и механического воздействия в процессе клепки материал на кромках отверстий становится хрупким и приобретает склонность к старению. Концентрация напряжений и охруп- чивание материала увеличивают опасность усталостного разрушения. Применение сварки вместо клепки приводит ввиду необходимости высокой температуры к появлению местных напряжений и деформаций, к структурным изменениям материала вблизи сварного шва и опасности усталостного разрушения. Эти неблагоприятные явления можно в значительной степени устранить, применяя склеивание металлических элементов конструкции. Склеивание как метод соединения металлических деталей имеет конструктивные, технологические и эксплуатационные достоинства, а именно: – применение склеивания часто устраняет серьезные конструктивные трудности и позволяет соединять различные сплавы, не опасаясь коррозии; 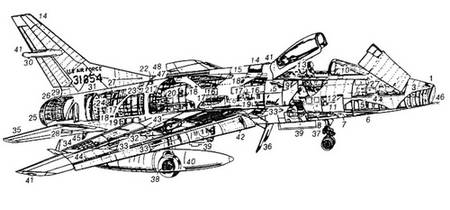 Рис. 1.38. «Супер-Сейбр» F-100. 1 -антенна радиолокационного дальномера; 2-электронное оборудование; 3-отбор охлаждающего воздуха из воздухозаборника; 4-перепускная створка воздухозаборника; 5-воздушный канал; 6-ниша выхода ствола пушки; 7 – узел крепления пушки; 8 – пушка; 9-снарядный ящик; 10-прицел; И – внешние замки открывания фонаря кабины экипажа; /2-баллон кислорода; 13-клапан давления в кабине; 14-антенна радиокомпаса; 15-створка отвода воздуха; 16- крышка отсека агрегатов гидравлической системы; 17-горловина для заправки топлива; 18-штепсельные разъемы заземления на время заправки топливной системы; 19-топливный бак; 20-двигатель; 27-предохранительный воздушный клапан компрессора двигателя; 22-плоскость разъема фюзеляжа; 23-люки накидных болтов для соединения частей фюзеляжа; 24-форсунки форсажной камеры; 25-регулируемое многостворчатое сопло; 26-приводы регулирования сопла; 27-задний узел крепления двигателя; 28-контейнер тормозного парашюта; 29- узел крепления парашюта; 30-дренаж топливных баков; 31 -гидроусилитель руля направления; 32-ги- дроусилитель элеронов; 33-тяга системы управления элеронами; 34-элерон; 35-управляемый дифференциальный стабилизатор; 36 -тормозной щиток; 37-передняя стойка шасси с управляемыми колесами; 38-главные стойки шасси; 39-люки шасси; 40-подвесной топливный бак емкостью 1040 л; 41 -габаритные огни; 42-предкрылки; 43-обшивка крыла; 44-узлы навески предкрылков; 45-убираемая хвостовая пята; 46-приемник воздушного давления; 47-канал тяг дистанционной системы управления; 48 -люк узлов демонтажа двигателя.  Рис. 1.39. «Хастлер» В-58. – клеевое соединение превосходит всякое другое с точки зрения гладкости и чистоты поверхности, не ослабляет сечение и не приводит к возникновению концентрации напряжений в стыке; – в сравнении со сварными либо с твер- допаяными соединениями при склеивании не возникает структурных изменений и сварочных напряжений, так как температура затвердевания клея не превышает 140-260°С в зависимости от сорта клея и времени отверждения; – правильно выполненное клеевое соединение обеспечивает равномерное распределение напряжений в стыке и позволяет получить прочность соединения, равную прочности соединяемых элементов; – клеевые соединения обеспечивают снижение массы почти на 25% в сравнении с клепаными соединениями ввиду отсутствия головок заклепок и уменьшения сечений (ввиду отсутствия ослабления отверстиями) соединяемых элементов; – существенное снижение стоимости изготовления при склеивании ввиду простоты технологии и возможности широкого применения механизации и автоматизации процесса изготовления клееных конструкций, а также использования персонала более низкой квалификации; – отсутствие коррозии во время эксплуатации клееных конструкций в отличие от клепаных, в которых всегда существует опасность проникновения влаги в имеющиеся или образовавшиеся зазоры между заклепками и листами обшивки. Клеи на основе смол обеспечивают хорошую электроизоляцию, благодаря чему исключается опасность контактной коррозии при соединении металлов с разными электрическими потенциалами. Однако клеевые металлические соединения имеют и недостатки: – использование метода склеивания требует приспособления конструктивных решений к технологическим процессам склеивания и применения соответствующих материалов с учетом температуры этих процессов и возможности надлежащей подготовки поверхности; – прочностные свойства клеев невысоки в сравнении с прочностью металлов и классических средств соединения; особенно низка прочность клея на отрыв, что влияет на выбор основного типа клеевого соединения: исключаются соединения встык и применяются фактически только соединения внахлестку. Наиболее широкое применение клеевые соединения нашли главным образом в нагруженных тонкостенных элементах, требующих дополнительного ужестче- ния. В обшивке крыла такими местными элементами жесткости служат нервюры и лонжероны, а в обшивке фюзеляжа- шпангоуты, лонжероны и стрингеры. Склеивание повышает жесткость конструкции и в ряде случаев позволяет обойтись без конструктивных элементов жесткости. Так были созданы многослойные конструкции, состоящие из нескольких (чаще всего из трех) слоев материалов с различными свойствами. Внешний слой (обшивка) является основным рабочим элементом и изготовляется из высокопрочных материалов, внутренний слой (наполнитель) играет роль жесткостного элемента и изготовляется обычно в виде ячеистой конструкции. Наполнитель приклеен либо припаян к обшивке в зависимости от уровня температур конструкции во время полета, а также от термостойкости клея. Как уже указывалось, характерной чертой многослойных конструкций является их значительно более высокая жесткость в сравнении с обычной обшивкой. Это позволяет выполнять обшивку самолета без продольных элементов жесткости даже при увеличении расстояния между нервюрами (шпангоутами). Высокая устойчивость таких конструкций позволяет применять наружный слой малой толщины, что приводит к уменьшению массы планера. Например, в сверхзвуковых самолетах, построенных с применением клепаных соединений, толщина обшивки крыла достигает 8-3 мм, в то время как толщина наружного слоя соответствующей клееной конструкции составляет ~ 1 мм. В первых сверхзвуковых самолетах методом склеивания выполнялись передние кромки крыла, элероны, рули, закрылки, тормозные щитки, крышки ниш шасси и т.п. Первым же сверхзвуковым самолетом с широким применением клееных конструкций, о котором сообщалось в печати, был В-58. Поскольку клеевые соединения в этом самолете должны были выдерживать большие нагрузки и работать в тяжелых температурных условиях полета со сверхзвуковыми скоростями, то уже на стадии проектирования было исследовано (для выбора оптимальной конструкции планера) свыше двух десятков конструкций обшивок различных типов. Эти исследования показали, что клееная многослойная обшивка с ячеистым (сотовым) наполнителем имеет наилучшие характеристики. Она обеспечивает аэродинамически гладкую поверхность при больших напряжениях и повышенных температурах, позволяет упростить и удешевить конструкцию, улучшить герметичность топливных баков-отсеков и их теплоизоляцию. Кроме того, применение клееных элементов повышает устойчивость конструкции по отношению к вибрациям высокой частоты, вызываемым работой турбореактивных двигателей, а также усталостную выносливость. Склеивание выгодно также и с технологических позиций, так как уменьшает число сборочных операций и позволяет стандартизировать способы производства большинства блоков (сборочных единиц) планера. В планере самолета В-58 использованы различные конструкционные материалы. Около 15% поверхностей выполнено из нержавеющего листа методом пайки (в основном обшивка хвостовых частей гондол двигателей и пилонов, а также нижних частей крыла, подвергаемых воздействию выхлопных газов двигателей). Остальная часть обшивки изготовлена из дюралевых листов (склеивание) толщиной 0,25-1,00 мм с заполнителем из алюминиевой фольги или из стеклоткани, пропитанной смолой. Благодаря использованию слоистой конструкции взлетная масса планера самолета В-58 снижена почти до 16% в сравнении с 25% для самолетов, изготавливавшихся традиционными методами. Одной из важнейших проблем, решенных при разработке планера этого самолета, была защита находящегося в крыльевых баках топлива от изменений температуры обшивки под воздействием солнечного и аэродинамического нагрева; эти изменения были особенно опасны в связи с неблагоприятным отношением площади поверхности конструкции к объему топлива. Оказалось, что применение слоистой конструкции выгодно и с этой точки зрения. Однако клееные конструкции затруднительно применять в самолетах, скорость которых превышает М ~ 2, из-за существенного снижения прочности таких конструкций с ростом температуры. Ввиду этого для создания самолета, например, ХВ-70 с крейсерской скоростью М = 3 оказалось необходимым применение новых материалов и технологии, а также соответствующего оборудования, поскольку в полете с такой скоростью планер подвергается воздействию высоких температур, неприемлемых для освоенных клеевых конструкций. Исследования показали, что воздухозаборник и передняя кромка крыла самолета нагреваются до 315-340°С, а остальные поверхности-до 200-230°С. Так как самолет предназначался для длительных полетов, то потребовалось применение материалов с высокими механическими характеристиками в этом диапазоне температур, а также устройств охлаждения и теплоизоляции отсеков оборудования, топливных баков и т.п. 70% массы планера самолета ХВ-70 составляют детали из нержавеющей стали, 17%-из конструкционной стали и 9,5%-из титана и сплавов никеля. По опубликованным данным, для постройки одного планера требуется 5420 кг титана; это значит, что масса планера самолета ХВ-70 достигала почти 57 т и составляла свыше 23% максимальной взлетной массы. Из нержавеющей стали в самолете ХВ-70 изготавливаются слоистые конструкции, из титана-элементы, подвергающиеся воздействию высоких температур (дестабилиза- тор, обшивка носовой части фюзеляжа и его хвостовой части в области двигательного отсека); титан пошел также на некоторые элементы других узлов планера. Слоистые конструкции (толщиной ~ 25 мм) выполнены из стальной фольги толщиной 0,15 мм (увеличение толщины фольги всего на 0,025 мм приводит к возрастанию массы планера почти на 1000 кг), которая соединяется с сотовым наполнителем путем пайки в атмосфере аргона. В качестве припоя использован сплав серебра с добавкой 7,3% меди и 0,2% лития. 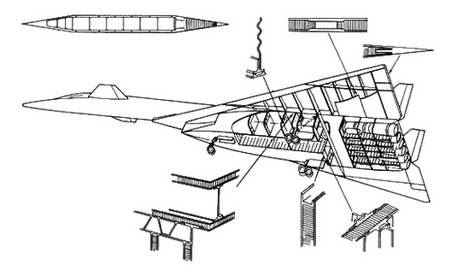 Рис. 1.40. Конструкция и расположение клееных элементов планера самолета «Валькирия» ХВ-70А. Непрерывное возрастание требований к самолетам привело к тому, что уже в 60-х годах начали применяться, особенно при изготовлении крыла, моноблочные конструкции с монолитными панелями, при этом слоистые конструкции использовались при изготовлении управляющих поверхностей, крышек ниш и отсеков, стенок воздушных каналов двигателей, а иногда и обшивки фюзеляжа. Монолитные панели, часто довольно сложной формы, изготавливаются из одного куска материала. Такой подход позволяет выполнить важнейшую часть планера – обошивку крыла – как одно целое с элементами жесткости, без деталей крепления. При этом нередко оказывается возможным в зависимости от габаритов самолета изготовить крыло только из двух частей (нижней и верхней), дополнив их отдельными конструкциями носка и подвижных элементов. Кроме того, такая конструкция дает возможность выполнить обшивку с переменной толщиной как вдоль размаха, так и вдоль хорды. Возможность выбора формы продольных и поперечных сечений крыла в соответствии с распределением нагрузок позволяет оптимально использовать материал с точки зрения прочности. Следовательно, крыло такой конструкции имеет ряд достоинств в сравнении, например, с клепаным. К основным из этих достоинств можно отнести: уменьшение массы вследствие уменьшения числа деталей и соединений, повышение прочности, высокое качество наружной поверхности, упрощение технологии сборки и сокращение подготовительных работ, увеличение производственных возможностей самолетостроительного предприятия и т.п. В зависимости от принятой технологии монолитные панели изготавливаются путем штамповки, фрезерования, ковки либо прессования, причем это может быть конструкция как с постоянным, так и переменным сечением в любом направлении. В настоящее время широкое распространение в самолетостроении нашел метод фрезерования. Поскольку изготовление жестких крупногабаритных деталей методом фрезерования часто требует применения уникального оборудования, то, кроме механического фрезерования, используется также и метод химического фрезерования (травления). Этот метод изготовления деталей основан на том, что определенная часть металла удаляется с намеченных участков поверхности заготовок погружением их в ванны с растворами, обладающими сильными коррозионными свойствами. Производительность химического фрезерования такая же, а иногда даже и выше, чем механического, а стоимость значительно ниже. Этот метод имеет еще и то дополнительное преимущество, что он позволяет получить такие конфигурации, которые недостижимы при других методах обработки. В производственной практике используются травильные среды двух типов: кислотные и щелочные. Кислотные ванны вызывают межкристаллитную коррозию. Этот процесс очень производителен и находит применение прежде всего при обработке стальных материалов. Однако таким способом не удается изготовить детали с высокой размерной точностью ввиду трудности контроля скорости процесса травления. Кроме того, компоненты кислотных растворов относительно дороги. Щелочные растворы значительно дешевле, процесс травления в них также производителен (если он проводится при температуре 80-90°С), а скорость травления можно просто и довольно точно контролировать. С учетом меньших затрат на материалы чаще всего применяются растворы едкого натра. Таким образом, технический прогресс в самолетостроении в 1950-1960-х гг. привел к освоению новых технологических методов изготовления и соединения частей планера, что не только значительно снизило собственную массу самолета, но и позволило повысить прочность планера, особенно усталостную. Предполагается, что уже в ближайшее время будет достигнут дальнейший прогресс в этой области, в частности, благодаря лучшему исследованию воздействий окружающей среды, совершенствованию расчетных методов, широкому применению средств повышения надежности и моноблочных конструкций и т.п., а также в связи с упомянутыми выше работами в области активного управления и увеличения числа управляемых степеней свободы самолета. Более точное определение воздействий окружающей среды оказывает непосредственное влияние на определение параметров конструкции в том смысле, что уменьшает «степень незнания», которая вынужденно учитывается в расчетах в виде коэффициентов запаса. Это относится не только к новым исследованиям, но и к накоплению статистических данных, касающихся, в частности, знакопеременных нагрузок. Благодаря прогрессу вычислительной техники стало возможным применение новых методов расчета (например, метод конечных элементов), учитывающих такие специфические характеристики материалов, как пластичность, анизотропия и т.д. Увеличение степени детализации расчетов оказалось важным средством, позволившим существенно продвинуться по пути оптимизации конструкции. Концепция безопасных повреждений нашла применение в самолетостроении из-за заботы скорее о безопасности, чем об улучшении летных характеристик, однако уже сейчас она оказывает существенное влияние также и на массу самолета, а особенно на прочностную надежность планера. Эта концепция предусматривает расчет каждой силовой детали планера, исходя из предпосылки, что в детали могут существовать дефекты, возникшие во время ее изготовления и имеющие величину, равную пороговым значениям чувствительности обычно применяемых методов контроля. Следовательно, каждая деталь в условиях нормальной эксплуатации должна выдерживать переменные нагрузки без катастрофического роста дефектов и снижения прочности. До недавнего времени реализация этой концепции сводилась к местным усилениям конструкции. Предполагается, что дальнейший прогресс в этой области связан с более точным определением усталостного роста дефектов и учетом его в прочностных расчетах. Таким образом, оптимизация конструкции должна производиться с учетом коэффициента хрупкости материала так же, как это делалось ранее в отношении статической прочности, а теперь усталостной. Таким путем может быть повышена надежность конструкции планера и упрощена технология изготовления самолета. 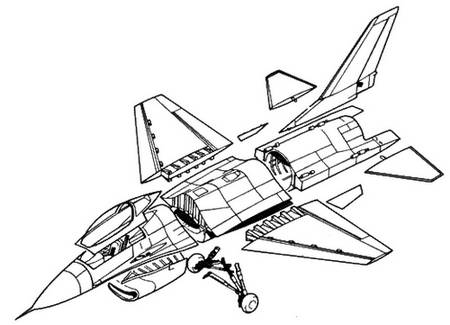 Рис. 1.41. Модульная конструкция планера самолета YF-16. Надежды на определенный прогресс в самолетостроении связываются с применением модульной конструкции планера. Такой подход позволяет в процессе производства проводить модернизацию выпускаемой модели путем замены целых узлов другими, более совершенными. Среди авиационных материалов и в дальнейшем важное место будут занимать сплавы алюминия. Проводятся дальнейшие технологические исследования алюминиевых и других известных сплавов и материалов; большое внимание уделяется разработке новых сплавов и армированных волокнами композитов. Важное место среди материалов для сверхзвуковых самолетов занимают сплавы титана. Титан отличается превосходными физическими и механическими свойствами: его прочность на растяжение в 3 раза больше, чем у алюминия, и равняется прочности железа, а плотность больше, чем у алюминия, только в 1,7 раза и в несколько раз меньше плотности железа. После введения соответствующих легирующих добавок и пластической обработки (обжатием) прочность титана возрастает до уровня прочности высоколегированной стали и сохраняется до температуры ~ 600°С. Титан имеет также хорошие технологические качества: его можно вальцевать, ковать, подвергать холодной гибке, сваривать и т.п.; он также стоек к воздействию морской воды. Благодаря таким качествам титан стал незаменимым конструкционным материалом в сверхзвуковой авиации, причем его доля в общей массе конструкции самолета непрерывно возрастает. В 60-х годах предпринимались опыты использования в конструкции планера и других металлов. Один из них- бериллий, который отличается малой плотностью (меньшей, чем у алюминиевых сплавов), большим модулем продольной упругости (почти на 50% больше, чем у стали), а также относительно высокой прочностью при повышенных температурах. Применение бериллия дает существенную экономию массы конструкции. Так, изготовление некоторых узлов самолета F-4C с использованием бериллия позволило уменьшить массу соответствующих узлов на 25-58,6%. Применение бериллия в авиации ограничено пока его высокой стоимостью. Важнейшей проблемой авиационного материаловедения на рубеже 1960-1970-х гг. была разработка так называемых композитов, т.е. комбинаций матрицы и армирующего материала. Композиты, особенно с волокнами бора или углерода в качестве армирующего материала, отличаются большой удельной прочностью, которая дает реальные возможности уменьшения массы планера на величину до 20%. Однако довольно высокая стоимость композитов, недостаточная изученность их свойств и в некоторой степени психологический консерватизм конструкторов пока препятствуют широкому применению этих материалов в самолетостроении. Еще несколько лет тому назад представлялось, что внедрение композитов ограничивается линейными свойствами волокон, т.е. анизотропными свойствами материала, а также почти полным отсутствием его пластичности. С учетом линейных свойств волокон необходима разработка композитов с надлежащей ориентацией волокон для каждого конкретного применения, а также точных методов расчета конструкций из таких материалов. Отсутствие же пластичности у композитов объективно нельзя считать недостатком, поскольку ее сравнивают с пластичностью металла, которая расценивается как положительное качество. Благодаря пластичности в конструкции происходит перераспределение напряжений в направлении их выравнивания, и зачастую пластичность сглаживает или исключает последствия ошибок, допущенных в процессе конструирования или производства. В настоящее же время существует мнение, опирающееся на результаты применения композитов в элементах конструкции некоторых новейших самолетов, что линейные свойства волокна в композите при условии тщательного проектирования и производства могут стать ценным достоинством. Определенная ориентация волокон в различных слоях композита вызывает определенное поведение конструкции под нагрузкой. Например, в крыле появляются деформации кручения, которые во время полета дополнительно увеличивают эффективность управления. Это позволяет уменьшить требуемые размеры управляющих поверхностей и тем самым массу и полетное сопротивление самолета. |
|
|||
|
Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Наверх |
||||
|
|
||||