|
||||
|
Отливка пушек Мы познакомились кратко с типами русских орудий и историей русского артиллерийского дела, осмотрели пушки Московского Кремля, прочитали имеющиеся на них надписи, узнали о мастерах, которые их отливали. А вот как отливались эти пушки? Об этом стоит рассказать отдельно. Для того чтобы изготовить пушку, требовалось большое умение мастера и его помощников. Каждая пушка в XVI–XVII веках формовалась и отливалась более года. Очень много времени требовалось для просушки глиняной модели и формы. Первоначально для отливки пушек использовали хорошо известный в то время сплав меди с оловом, из которого лили колокола. Первыми специалистами пушечного литья были мастера колокольных дел, поэтому и все приемы технического процесса изготовления колоколов они механически переносили на пушки. Изготовляемые в XVI–XVII веках орудия не имели никаких стандартов и определенных признаков классификации. Почти каждый литейный мастер создавал свой особый тип пушки, назначая ей по своему усмотрению длину, толщину и прочие размеры. Поэтому и артиллерия XVI–XVII веков была крайне разнообразна. Правда, предпринимались некоторые попытки регламентировать производство пушек. Например, на «Пушечном дворе хранилась роспись пищальных образцов старого и нового заводу»[6] т. е. список размеров, формы и веса всех вновь отливаемых пушек. Интересные материалы об отливке пушек содержатся в книге профессора Н. Н. Рубцова «История литейного производства в СССР»[7]. Формовалась пушка к отливке весьма сложным способом. Весь процесс состоял из ряда отдельных операций. В первую очередь готовилась фальшивая[8] неразъемная модель корпуса будущей пушки. Ока делалась из глины на деревянном точеном или граненом стержне слегка конической формы, который являлся основной осью всей будущей формовки. На этот стержень навивался сололленный жгут, для того чтобы стержень можно было потом легко вынуть. При навивании жгута стержень вращался при помощи ворота на специальных подставках. Затем стержень обмазывали слоем глины и просушивали его на открытом воздухе. На просушенный слой глины наносился второй слой, и так несколько раз. Первые слои состояли из жирной, размоченной в воде глины. смешанной с молотым кирпичом, последние же — из тонко размолотой жирной глины, смешанной с волосом (это придавало составу большую вязкость). После этого поверхность вращающейся модели обрабатывалась при помощи специального шаблона, который срезал излишек глины и вырисовывал весь основной профиль пушки с ее декоративными поясками. Затем на модели укреплялись детали пушки, т. е. цапфы, дельфины, надписи и другие лепные украшения, которые заранее отливались в специальных гипсовых или глиняных формах. Состав, из которого готовились детали, состоял из смеси воска, сала и толченого угля. Эти слепки прикреплялись на готовую модель при помощи деревянных колышков и проволоки. 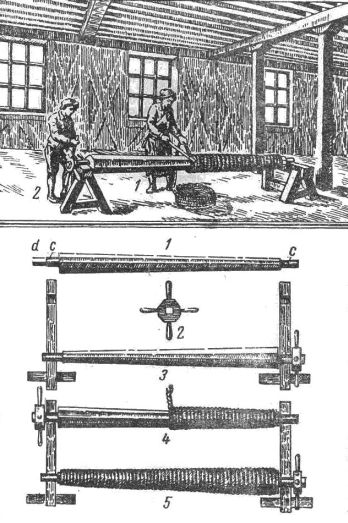 Процесс изготовления модели пушки Таким образом получалась модель из глины и воска для отливки будущего орудия. 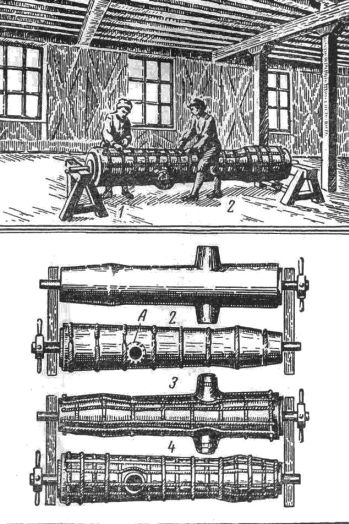 Процесс изготовления формы для отливки пушки После хорошей просушки модели начиналось изготовление формы, или, как раньше называли, кожуха, который служил для отливки самого корпуса орудия. Модель пушки обмазывали специальным составом, состоящим из смеси сала и растительного масла, для того чтобы создать изолирующий слой между моделью и кожухом. При этом сухая глина очень хорошо пропитывалась составом, поэтому можно было легко отделить модель от формы. Затем модель несколько раз обмазывалась размолотой жирной глиной, смешанной для вязкости и крепости с волосом и другими заполнителями. Каждый из нанесенных слоев просушивался на воздухе, а затем на него наносился еще более толстый слой из более густой глины, и так до необходимой толщины, которая могла обеспечить крепость формы, выдержать тяжесть растопленного металла. Толщина стенок формы обычно колебалась от 175 до 300 мм, а общий диаметр доходил иногда до 1 м. Диаметр же формы Царь-пушки был около 2 м при длине до 6 м. Чтобы придать форме большую прочность, на нее накладывались еще поперечные железные обручи, которые в свою очередь соединялись с продольными железными полосами. В местах пересечения этих полос делались скрепления из проволоки. Общий вес такой модели и формы был очень значителен. Так, модель и форма Царь-пушки весили несколько десятков тонн. После обмазки глиной готовая форма пушки основательно просушивалась на огне. Теперь нужно было удалить из формы модель. Для этого сначала выбивали стержень, на котором изготовлялась модель, а тот тянул за собой соломенный жгут. Затем форму ставили вертикально в яму для обжига на огне. Под действием огня растапливался изолирующий слой между формой и моделью. Восковые детали плавились и вытекали, становилась хрупкой сама модель, и ее сравнительно легко удаляли. После этого оставалась только одна форма корпуса будущей пушки с отпечатками на внутренней поверхности всех ее украшений и надписей. Казенная часть пушки заканчивалась обычно торелью с винградом, которые формовались отдельно. Приемы формовки были одни и те же. Простой винград лепился по шаблону из глины, сложный — формовался из глины или воска. Затем эта форма соединялась с формой корпуса пушки при помощи продольных полос, концы которых были загнуты крючками. Царь-пушка винграда не имеет, она формовалась без него. Торель у нее плоская. На ней видны следы ножа, которым срезали и равняли глину; кроме того, тут же имеются отпечатки пальцев мастеров, работавших над глиняной моделью. По этим следам можно определить, что модель и форма Царь-пушки были, как и у других пушек, выполнены из глины, а детали украшений, надписи и скобы — из воска. Готовую форму пушки ставили вертикально в яму и вокруг нее очень тщательно утрамбовывали землю. После этого приступали к установке сердечника пушки, по которому отливался канал ствола. Стержень сердечника состоял из железного прута, который обматывался пенькой, покрывался слоем глины и выравнивался специальным гладким шаблоном. Установка сердечника была одной из самых сложных, ответственных операций и производилась только опытным мастером. Даже среди прекрасных образцов пушечного литья иногда встречаются пушки с не совсем правильным расположением канала ствола. После установки формы на место в земле готовили литейную канавку, по которой подводился расплавленный металл. У верхнего конца формы всегда оставлялась так называемая прибыль, т. е. запас расплавленного металла, который постепенно стекал и заполнял всю форму пушки. Когда отливка была закончена и металл остыл, изделие вынимали из ямы и разламывали форму, чтобы освободить отливку. Затем вынимали сердечник, очищали канал ствола, и пушка была готова. Для новой отливки была необходима новая модель и новая форма, что требовало большой затраты времени, сил и средств. Техника отливки орудий, на наш взгляд, конечно, была очень примитивна, однако по тому времени считалась сложной, особенно если учесть, что модель из глины и глиняная форма, укрепленная железными полосами и обручами, достигала иногда очень больших размеров и веса. Отливка каждой пушки, особенно большой, была целым событием. Обычно пушка отливалась по специальному царскому указу из очень дорогого по тому времени металла — меди. Иногда в переплавку шли старые медные пушки, отжившие свой век и вышедшие из употребления. Поэтому сохранившиеся до нас древние пушки имеют большое историческое значение. Интересно отметить, что Петр I с большой любовью относился к историческим пушкам работы прославленных русских мастеров и не разрешал пускать эти пушки в переплавку. Так, например, на мортире, отлитой Андреем Чоховым в 1606 г. при Дмитрии Самозванце, имеется такая надпись от 1703 г.: «Великий Государь, по имянному своему указу, сего мортира переливать не указал…» (В настоящее время мортира находится в Ленинградском артиллерийском музее.) В XVII веке пушки формовались и отливались уже новым способом. «Как только старый Пушечный наряд превратился при Петре I в войсковую артиллерию и начала проводиться в жизнь классификация пушек и их деление по размерам (калибру и т. п.), способ изготовления неразборной глиняной формы стал вредным пережитком, от которого следовало избавиться как можно скорее»[9]. Теперь для отливки пушки применялась разборная форма, состоящая из 12 частей. Иногда употреблялись и цельные опоки, т. е. части формы с продольным разъемом. Формовка при этом производилась горизонтально. Модель будущей пушки вытачивалась из дерева и могла служить продолжительное время. Все пушки, взятые как трофеи во время Отечественной войны 1812 г., изготовлены по новому способу. В «Дополнениях к актам историческим» (т. ХІІ) приведен интересный документ о производстве пушек. В 1688 г. пушечный мастер Яков Дубина был послан в Псков для переплавки испорченной при пожаре медной пушки — Раномыжской пищали. Приехав на место, Дубина определил, что литейные избы пришли в крайнюю ветхость и требуют большого капитального ремонта. Все это вызвало большую задержку в исполнении работы и нарекания со стороны заказчиков. В свое оправдание мастер писал царю: «Велено к прежней даче на пушечное дело мне, холопу вашему, и учеником на корм и всякие пушечные припасы выдать из таможенных и из кабацких доходов десять рублев, а больше того давать не велено, потому что я, холоп ваш, в переливке тое пищали учинил многое омедление, а мочно де было мне… не только тое одное пищаль вылить, но и 20 пищалей». Что же помешало мастеру? Оказывается: «а во Пскове прежний пушечный двор сгорел без остатку, и печи литейные старые обетчали и зарушились, и пушечного дела строить было в старых печах отнюдь нельзя, потому: как в прошлом в 7184 году (1676) пушечного дела мастеры лили во Пскове пищаль «Певца»; и в тех старых печах медь в литье ушла в землю». Пришлось мастеру строить новые печи, для которых готовили новый кирпич из хорошей глины, а глину возили за 20 верст от Пскова. «И печи и хоромы и иные всякие припасы что к тому литейному делу годится, все сделано вновь, и за тем тому пушечному делу медление учинилось… А по се число пушечной станок и кожух и печи к литью становятся в готовности, а лить той пищали до весны, за зимним временем, и образца (т. е. формы. — Н. Г.) мерзлой землею осыпать невозможно, потому что тот образец от мерзлой земли отпотеет, и будет мокр; а такие большие пищали выходят из дела, на старом Московском Пушечном литейном дворе, в год и в полтора года с готовым припасом, и в том пушечном литье чинятся расходы большие, кроме новых заводов» (т. е. кроме расходов на новое оборудование литейной мастерской, какое произвел в Пскове литейщик Дубина). «А в прошлых годах (с 1658 г.), тому назад лет с тридцать и до ныне (т. е. до 1688 г. — Н. Г.) служил я, холоп ваш, вам великим государем и работал то пушечное дело, Полковой и верховой и проломный наряд и потешные пищали на Москве и в Смоленску без лености…» Летом 31 августа 1688 г. Раномыжская пищаль была отлита мастером Дубиной, о чем свидетельствует отписка царю псковского воеводы Петра Головина. Для отливки пушек строились специальные пушечные избы, представлявшие собой небольшой литейный завод, для изготовления пороха — пороховые избы. Русская летопись «Софийский временник» под 1488 г. упоминает о пожаре в Москве: «Августа 13 день того же лета в среду, в час дни загореся на посаде у Москвы церковь Благовещенская на Болоте деревянная… и по Васильевский луг и по реку и мосты три у Фроловских ворот и «пушечная изба». Та же лотопись отмечает пожар в пушечных избах и несколько позже, под 1500 г. В летописях XVI века также довольно часто говорится о пожарах в пушечных избах или «пожары от пороха», «от делания пороха» и т. д. Нужно сказать, что летописи обычно отмечали только наиболее крупные пожары, которые охватывали большое количество городских построек, а иногда и всей Москвы. Согласно летописным указаниям, можно сделать вывод, что пушечные избы размещались в Большом посаде, т. е. Китай-городе, и даже на Красной площади, около кремлевской стены. В пушечных избах работало много мастеров и подсобных рабочих. Работали иногда днем и ночью, выполняя срочные заказы. Для того чтобы стать мастером пушечного литья, надо было пройти долгий путь в качестве ученика мастера или подмастерья. Зачастую ученики были очень опытными и по мастерству не отличались от своих учителей, но они не имели права называть себя мастерами. На многих пушках имеются указания о том, что лили их ученики, например «лил ученик Андрей Екимов». Однако эти пушки ничем не отличаются от пушек работы мастеров пушечного литья. Как правило, ученики набирались из вольных людей, не приписанных к тяглу; они были преимущественно детьми пушкарей или членами семей, живших на пушкарских дворах[10]. Продолжительность обучения учеников пушечному литью была неопределенной, некоторые числились учениками по двадцати и более лет, иногда же им очень скоро доверялась самостоятельная работа. За успешные отливки мастерам давалось «вознаграждение». Те, которые числились «государевыми мастерами», получали установленный оклад, а кроме того, ежегодно «царский подарок» — сукно, шелка и т. д. Так, например, в 1620 г. царь Михаил Федорович указал выдать Андрею Чохову: «4 аршина сукна английского багрового по рублю за аршин». За отливку большого колокола весом 2 тыс. пудов Чохов же получил в 1622 г. «4 аршин сукна лундышу маковый цвет, цена полтора рубли аршин, до 10 аршин камки куфтерю червчатого, цена по рублю аршин, да сорок куниц, цена 12 рублев»[11]. Однако, несмотря на это, даже такие прославленные мастера, как Андрей Чохов, не говоря уже о рядовых мастерах, терпели страшную нужду и бедность. Об этом имеются материалы в исторических архивах. Так, например, знаменитый литейщик Иван Моторин писал: «Жалованых и кормовых денег и никакого награждения не имею, отчего в пропитании моем претерпеваю не малую нужду и скудность…»[12] И все же и в этих тяжелых условиях работы русские пушечные мастера создавали свои замечательные произведения, отличающиеся сложностью выполнения, тонкостью и красотой украшений, а главное своими боевыми качествами. Осмотрев исторические памятники пушечного литейного искусства, представленные в Московском Кремле, можно с уверенностью сказать, что мастерство русских умельцев стояло на высоком уровне. По своему внешнему виду, украшениям и боевым качествам русские пушки не уступали заграничным образцам. Большинство из них принадлежало к крепостной артиллерии и входило в так называемый «городовой наряд». Самая древняя пушка в Московском Кремле относится к 1547 г., а самая поздняя имеет дату 1870 г. Таким образом, по времени их разделяет более чем два с половиной столетия. XVI–XVII века можно считать начальным периодом развития нашей отечественной артиллерии. В это время она сделала большой шаг вперед, заложила основы артиллерийского дела. Тогда же зародились славные традиции мужества, героизма, отваги и мастерства русских артиллеристов-пушкарей. В разных городах России уже в начале XVIII века насчитывалось 9 500 пушкарей. Русская артиллерия вписала немало героических страниц в историю защиты нашего отечества от внешнего врага. Примечания:1 6 С.К. Богоявленский. О пушкарском приказе. Отдельный оттиск. 7 Москва — Ленинград, 1947 г., Государственное научно-техническое издательство машиностроительной литературы. 8 Фальшивая модель после изготовления формы разбивалась и уничтожалась. Впоследствии модели сохранялись для других отливок. 9 Н.Н. Рубцов. История литейного производства в СССР, сто 117 10 С.К. Богоявленский. О пушкарском приказе. Отдельный оттиск. 11 Дополнения к «Дворцовым разрядам», собранные И. Е. Забелиным. «Чтения в Обществе истории и древностей российских при Московском университете». 1882–1883 гг. 12 П. Исторические сведения о большом колоколе, лежащем в Кремле, близ Ивановской колокольни, М., 1895 г. |
|
|||
|
Главная | В избранное | Наш E-MAIL | Добавить материал | Нашёл ошибку | Наверх |
||||
|
|
||||